 |
 |
 |
 |
 |
 |
 |
|||||
小田井窯の窯 |
|||
|
|
|||
|
|||
窯には大きく分けて2種類あります。 1つは、燃焼系の窯です。名前の通り何かを燃やして温度を上げるというものです。古くは野山の草木を用い、そのうちよく燃える木を選び、やがて石炭、重油、灯油、ガスと変化していきました。現在では燃焼系の主流は、プロパンガス・ブタンガスによるガス窯といえるでしょう。 もう1つの種類が、電気窯です。電気を用いて窯につけた発熱体を発熱させるというものです。最近では、ファインセラミックスなどの特殊な焼き物も、窯内の環境管理(1700度の高温、真空状態の維持)という技術の発達により可能になりました。 しかし、これからお話する小田井窯の窯は、歴史ある(かなり古い)、職人の技術に裏打ちされた(近代的でない)窯ですので、ファインセラミックスとは無縁です。 以前、小田井窯では燃焼系の重油窯を使用していました。耐火煉瓦によって作られたその窯の表面は、何十年継ぎ足し補修してきたため、一部は融け、土がつき、欠けたりしていました。その窯を壊すとき、東京でレストランを経営されているお客様が、「ぜひそのレンガでエントランスを飾りたい」とおっしゃられて、そのレンガをお譲りしました。今そのレストランは水道橋で営業されてますが、エントランスに続く階段は、小田井窯のレンガで覆われています。お店の雰囲気と相性もぴったり。水道橋にお立ちよりの際はちょっと探してみてください。 使用例に、炎の温度変化イメージを掲示しました。ぜひご覧ください。昔はこの色を見て、温度を感じていました。いまは、温度計やその他計測に必要なものが開発されています。 |
|||
| トップに戻る | |||
| 種 類 | |||
|
電気窯その1(上絵付け)丸窯 上絵加工を施す窯。完成品に「釉上弱火絵具」を用いて、絵を付けます。また、転写(絵のついたシート)を貼って焼くのに用います。  電気窯その2(素焼き)角窯 成形をして乾燥させた素地(きじ)は、絵付けと施釉のため800度で焼き締めます。これを「素焼き(すやき)」といいます。土中に含まれる不純物(残ると黒くなる)や、組織に含まれる水分を除きます(割れ、変形の防止)。普通に乾燥させた土は水を加えれば元に戻りますが(粘土になる)、素焼きをして水分を除いたものは、粘土には戻りません。  ガス窯(本焼成) 本焼成は、1200度ほどで焼き上げます。素地(きじ)や、釉薬、絵具を完全に溶かし、一体化させます。  |
|||
| トップに戻る | |||
| 特 性 | |||
|
電気窯その1(上絵付け)、 電気窯その2(素焼き) 電気窯は電気による抵抗発熱を利用した窯です。絵付けや素焼きを行う電気窯は燃焼ガスが発生せず、温度管理が容易という点で、広く使われています。 ガス窯(本焼成) ガスタンク(プロパン、ブタン混合)  |
|||
| トップに戻る | |||
| 使 用 例 | |||
|
電気窯その1(上絵付け) 上絵付けは釉薬が溶け始める温度で焼成します。後から付けた絵と釉薬をよく馴染ませるためです。そのため、製品同士をくっつけたりすることはできません。しかし、通常陶器の「はま」(一番下のテーブルに接する部分)には釉薬が掛かっていないので、重ねて並べることができます。 電気窯その2(素焼き) 十分乾燥させた素地を重ねて並べ、500度から800度で焼成します。製品の土の配合や大きさによって温度を調節します。 素焼き前の赤土  素焼き後の赤土(たたき鉢)  素焼き後は明るい赤になります。 通常の素焼き(ストーン)  白というよりは淡いピンク色になります。 ガス窯(本焼成) 小田井窯では11時間かけて温度を1200度まで上昇させます。その後、18時間かけてゆっくりと温度を下げます。 窯の温度変化を見てください。 400度  600度・・・3時間後  700度・・・4時間後  800度・・・5時間後 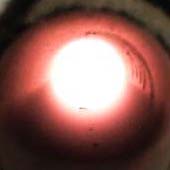 900度・・・6時間後  1000度・・・7時間後  1100度・・・9時間後  1200度(焼きあがり)・・・11時間後  |
|||
| トップに戻る |